

 English
English Russian
Russian Chinese
Chinese



Hard-alloy radial bearings ,Hard alloy inner top Radial bearing for downhole drilling motors
Hard-alloy radial bearings ,Hard alloy inner top Radial bearing for downhole drilling motors













Hard-alloy radial bearings ,Hard alloy inner top Radial bearing for downhole drilling motors

- Samples:Available
- Market:Russia,Canada,USA,etc
- life:300hours
- Boday material:42CrMo
- Carbide:YG8
Hard-alloy radial bearings
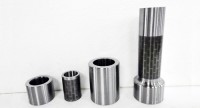
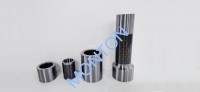
MONTON has mastered production of hard alloy radial bearings using hard alloy plates of different configuration. Intervals between hard alloy plates are filled with wear-resistant material featuring much higher heat conductivity compared to the hard alloy. This excludes cracking of the hard alloy as the result of thermal shock at high radial loads or high sliding speeds.
One of the main stages of the mentioned radial bearings production is grinding and polishing of operating surfaces. Specialized production area is organized for grinding and polishing of the hard alloy radial bearings using diamond grinding wheels and diamond polishing compounds. The photos show the production area and fragments of the grinding process of external and internal friction surfaces of the hard alloy radial bearing.
Combination of the abovementioned technological processes realized during the production of the hard alloy radial bearings provides good quality of the products, and, as the result, high reliability and durability of the bearings at different operating conditions for both positive displacement motors and turbodrills.
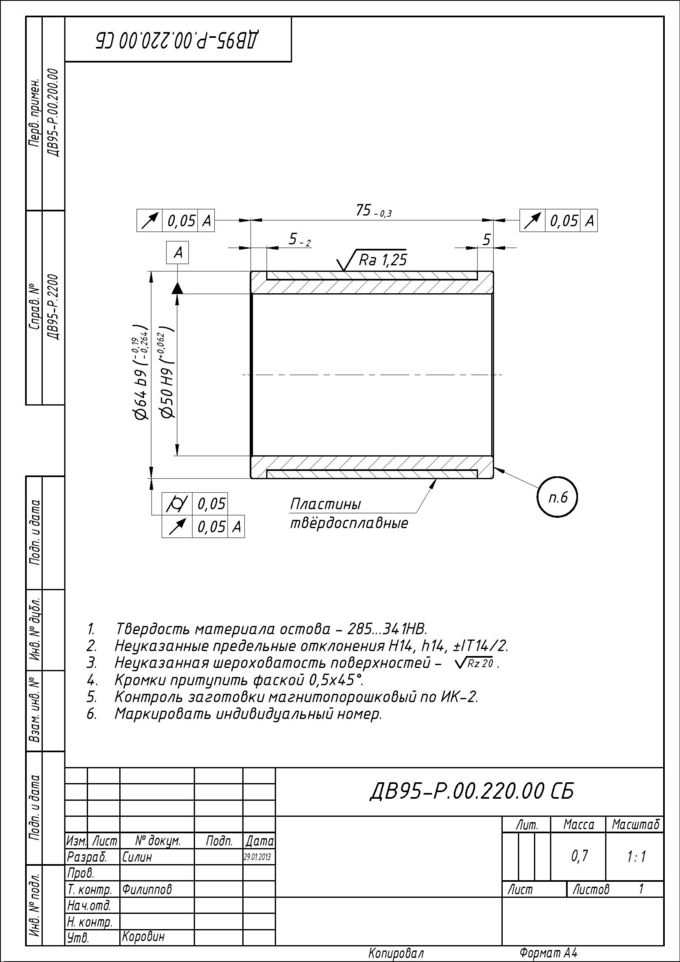
The hard alloy radial bearings for PDM's and turbodrills are produced in a wide range of sizes as per customers' drawings:
| Parameter | Bearing diameter | Bearing length |
| Inner diameter | 20mm-800mm | 20mm-800 mm |
| Outer diameter | 30 mm-900mm | 20 mm-800 mm |
The operating conditions of the radial bearing run are agreed beforehand:
speed of rotation of the motor shaft , pressure drop across the bit, mud type ( drilling fluid), well configuration (deviation parameters), places of the bearing location in the motor bearing section ( at top, bottom).
Drawings for reference:
Raw Materials
Bearing Bodies can have many various compositions some of the most common are: 4140, 4145, 4330V, or 4340. Custom configurations are available upon customers request. Standard bearing body material makeup is as follows:
Mechanical properties:
Tensile strength ≥1080
Yield strength ≥ 930
Elongation δ5 (%):≥12
Reduction of cross-section area ψ (%):≥ 45
Ballistic work: Akv (J):≥63
Impact toughness αkv ≥78
Hardness:≤217HB
After sintering and forced air cooling:
Tensile strength: 827 Mpa
Yield strength Rp0.2: 668 Mpa
Elongation: 13%
After thermal refinement:
Tensile strength: 931 ~ 955 Mpa
Yield strength Rp 0.2: 804 ~ 835 Mpa
Elongation: 24.5 ~ 26%
Chemical Composition of Bearing Body (Substrate):
C: 0.38~0.45
Si: ≤0.40
Mn: 0.60~0.90
S: residue ≤ 0.035
P: residue ≤ 0.035
Cr: 0.90~1.20
Mo: 0.15~0.30
Chemical Composition of Tungsten Carbide:
Hard Alloy Insert (YG8)
Composition: WC92%, Co8%
Density (g/cm3): 14.5 – 14.9
Hardness (HRA): 89 – 91
Flexural strength (σbb/MPa): 1500
Impact toughness σK/ (J/cm2): 2.5
Cast Tungsten Carbide Powder:
Composition: WC 96%, Ct < 4%
Particle distribution, +80 mesh ~ -200mesh
Binding alloy:
Composition: Cu, Ni, Zn, Mn
Performance:
1) Highly resistant to abrasion, erosion, corrosion, and mechanical failure
2) Extremely resistant to chipping, cracking, and flaking which are inherent problems in cladding or welded overlay processes
3) High heat conductivity eliminates thermal cracking
4) Proprietary design eliminates catastrophic downhole radial bearing failure
5) Carbide tile and matrix design ensures extended life compared to cladding or welded overlay designs
6) Inner and outer components can be reconditioned.
7) The hardness of body surface can reach 30-37 HRC.
Bearing pictures

Bearing Application:

Quality assurance:



